电磁振动给料机的使用特点及性能维护
 发布时间:2011-09-10
发布时间:2011-09-10
 更新时间:2021-05-08
更新时间:2021-05-08  作者:武永兰
作者:武永兰
现货直销,欢迎随时来厂考察!
发布时间:2011-09-10
更新时间:2021-05-08 作者:武永兰
现货直销,欢迎随时来厂考察!
红星为您简单介绍一下电磁振动给料机使用和维护的相关事宜。
(2).jpg "电磁振动给料机")
原料的称量是配料工作的中心环节。为了保证称量的准确性,要严格控制称量误差。一般来说,称量误差可分为系统误差、偶然误差和过失误差3种。系统误差产生的因素比较固定,数值大小常常不变,故也称恒定误差,通过校正以后是可以排除的;偶然误差不易控制,但经统计分析,它符合数理统计规律:过失误差是由操作不当或仪器故障所致,数值变化无常,没有一定规律。
玻璃工厂中的称量设备广泛采用电子自动秤。它结构简单,体积小、质量轻,可以自动称量和远距离控制,称量精度也比普通的称量仪器高出很多。但是在全自动配料系统中,电子秤一般是和振动给料机结合使用的,电子秤的装料和卸料是通过给料机来实现的,给料机动作的灵敏性直接影响称量的准确性,需要注意的是这种情况下的数值误差是振动给料机的加料误差,和电子秤本身无关。
为了提高给料机的加料精度,可以采用多种称量方法,如排空法、累积称量法、残量法等,在给料机加料或排料时,使用快慢两种速度控制:设定称量值时,考虑加料过程中的落差值;在出现较大的加料误差时,作为补救措施,可以设置“小二合一”程序,自动进行补正。尽管如此,保证给料机始终处于稳定状态仍是更重要的。
电磁振动给料机是一种机电合一的设备,由于它可以瞬时改变和起闭料流,所以给料量有较高的精度。适用于把块状、颗粒状及粉状物料从料仓或漏斗中均匀连续或定量地送到受料装置中去。
与其它给料设备相比,它有以下特点:
体积小,重量轻,结构简单,安装方便,无需润滑,运行费用低;
控制系统一般采用可控硅半波整流线路,在使用过程中可以通过调节可控硅开放角方便地调节给料量,可实现生产流程的集中控制和自动控制;
由于给料槽中的物料在给料过程中连续地被抛起,并按抛物线的轨迹向前跳跃运动,因此给料槽的磨损较小。
(1).jpg "电磁振动给料机")
电磁振动给料机由给料槽、减振器、电磁振动器和电气控制箱4部分组成,其中电磁振动器为核心部件,它的性能决定了给料机的性能。
电磁振动器是应用电磁驱动和机械共振原理设计的,由一个双质点定向强迫振动的弹性系统组成,根据机械振动的谐振原理,以较小的功率消耗产生较高的机械输送能力。它的主要参数有频率、振幅和驱动角,这些参数对于不同物料有不同的理想值。
3.1机械指数K
机械指数K是用给料槽加速度与重力加速度的比值来表示的。
K=4π2f2a/g
其中f:电源频率
π给料槽振幅
g–重力加速度
机械指数和电源频率、振幅的关系如图1所示
.jpg "振动给料机振幅示意图")
3.2电源频率f
在驱动角一定时,给料能力取决于频率与振幅的乘积,其中一项降低后,另一项应增高。
3.3振幅a
给料机的给料能力与振幅成正比,因此提高振幅可以提高给料能力,但这样会破坏物料的颗粒,因此振幅一般控制在0.5-1.5毫米。
3.4驱动角p
对于电磁振动给料机的机械指数K,都有对应的驱动角p,如图2所示,目前选择的数值多为20–25°。
4.1安装
给料机一般为悬挂式安装,其中振动器的悬挂杠杆应垂直吊挂,为了减少给料机的横向摆动,给料槽悬挂吊杆要向外张开10°布置。4个吊杆要安装在具有足够刚性的结构上。对于大型给料机为了维修和更换料槽方便,还要设置移动滑架。
安装时一般不要拆卸安装,安装后的给料机周围应有一定的游动间隙,使给料机处于自由状态。
安装后的给料机横向应水平,以防工作时物料向一侧偏移。
给料机槽体可以水平安装,也可以倾斜安装。它的给料能力与下倾角度成正比,每变化1°,给料能力变化3%。为保证给料量的均匀稳定,电子秤用给料机应水平安装使用,以防物料自流。
4.2调试
铁芯与衔铁之间的间隙为气隙,一般在1.8-2.0毫米,在使用时可以根据给料量大小适当缩小或扩大。但是气隙过大会减小振幅,增大电流和功率消耗;气隙过小会造成衔铁与铁芯的撞击,损坏部件。
在确定合适的气隙时,还要使铁芯与衔铁的工作面互相平行,保证激振力的作用线通过给料机槽体的重心。同时要注意使电磁振动器的中心线与槽体的中心线在一垂直平面内,否则给料机工作时要发生偏斜。这些调整常使用塞尺。
4.3弹性系统的调谐
电振机的调谐是通过板弹簧组的片数来实现的。首先拧紧板弹簧的顶紧螺栓并松开装配用的连接叉定位螺栓,接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌显示的振幅。
如果电流达到额定值时振幅偏小,则应首先把板弹簧的顶紧螺栓少许放松,这时如果振幅增大,电流下降,说明板弹簧组刚性偏大,应适当减少板弹簧片数。如果顶紧板弹簧的螺栓放松之后,振幅更加减小,说明板弹簧组刚性偏低,应适当增加弹簧片数。如果初开车时,当电流达到额定值时振幅偏大,并超过额定值,说明板弹簧组刚性偏低,也应适当增加弹簧片数。如此反复,直到振幅和电流达到额定值为止。
4.4振幅的测量
振幅指示牌如图3-1所示,当指示牌与槽体一起振动时,由于视觉暂留,直角边与斜边形成一个交点,对应的标尺数即为被测槽体的双振幅值。如图3-2所示,当双振幅为2毫米时,交点就对应在标尺2处。
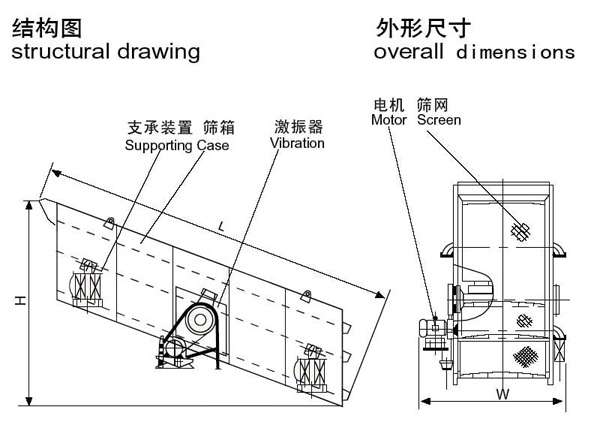
.jpg "给料机结构图")
4.5试运转
初次开动给料机前,应先将电位器旋钮调至“零”位,接通电源后逐渐增大电流,直至额定值,以防烧坏控制箱和线圈。
给料机出厂前一般已进行了不少于4小时的空载试车。在安装调整完毕后,还要进行短期试运转。在试运转过程中,振幅和电流应该是稳定不变的。
4.6给料量的调节
调节给料机的振幅。在额定振幅范围内,通过转控电位器旋钮或输入自动控制信号可以直接调节振幅,从而无级地调节给料机的给料量。
调节料仓闸门的开度,改变料层厚度,也可以调节给料量。
在加料精度有保障的情况下,单台给料机的加料速度越快越好。但在使用多台给料机的自动化配料线上,要使这些给料机排料速度相互匹配,以使各种原料均匀地混合。
4.7运行过程中的维护
给料机在运行过程中必须经常检查给料槽振幅和线圈电流,如果板弹簧顶紧螺栓松动或板弹簧断裂,铁芯与衔铁之间气隙发生变化或撞击,要立即处理。给料机刚开始运行时,检查次数要适当增加。要特别留心给料机的声音,如果声音突然变大,要仔细分析原因。
振动器的密封罩必须盖好,以防板弹簧之间的间隙堵塞。
.jpg "振动给料机结构原理")


上一篇:浮选过程中40个常见问题汇总
下一篇:云母粉磨粉工艺介绍
大型振动砂石分离机价格多少钱?有可移动款吗?(内附工作视频)
产品知识2022-01-12

行业新闻2021-01-06

行业新闻2014-09-20

产品知识2013-01-05
产品知识2011-10-04
(1).jpg)
产品知识2011-08-31
.jpg)
行业新闻2011-08-04

产品知识2011-07-22