如何对振动磨机进行调整?
 发布时间:2013-06-25
发布时间:2013-06-25
 更新时间:2022-07-08
更新时间:2022-07-08  作者:武永兰
作者:武永兰
现货直销,欢迎随时来厂考察!
发布时间:2013-06-25
更新时间:2022-07-08 作者:武永兰
现货直销,欢迎随时来厂考察!
在安装完振动磨机后,要对磨机进行合理的调整,主要包括制动器的调整、激振器的调整、磨机工况调整、电器线路调试等。下文来具体介绍。

根据电动机的中心高度调整制动器中心高后,松开闸瓦紧定螺钉和连杆内外侧螺母,升起液压推动器挺杆,将两制动壁向内压紧使闸瓦和制动轮表面贴紧;
并旋紧拉杆螺柱两端外侧螺母,拧紧闸瓦紧定螺钉,然后紧拉杆螺柱的内侧螺母。调整好的制动器,应在机器停车后7s内完全制止主轴转动,液压推动器挺杆返回后,应使闸瓦和制动轮无摩擦。
机器工作激振力是通过调节偏心体的夹角来调整的,激振的大小须根据机器生产粉体的细度和更佳生产效率的要求进行调整,激振力太小将影响磨机的工作效率,激振力偏大将影响机器和轴承的工作寿命,一般情况下可使磨机工作振幅调至为3mm。激振力的调整可通过测定磨机振幅的简易方法来进行。
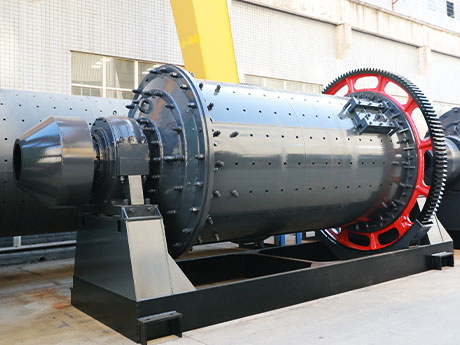
(7).jpg "振动磨机")
磨机的球料比越大,则对物料的细磨能力越高,但在一般情况下过大的球料比将使机器的生产率下降,因此球料比的调整只能在试磨过程中进行。当给予一定的喂料速度后,出料粒度较为理想时,可逐渐增大喂料速度,直到达到合格产品的最大产量为止。
一般磨介配置直径为粗磨用20-25mm,精磨(细磨)用10-15mm,应根据各制造厂的产品说明书及物料性能而定。
为使加料均匀并能得到较均匀的出料粒度,选择给料占空比时应尽可能选择较小的给料周期,因此建议尽量选用上表中黑线上方的给停时间比,如果不能满足要求,尚可调节控制盘上的微调电位器,以调节给料器的工作振幅,改变单位时间的给料量。
电控箱应装于离磨机 以外并易于观察磨机工作情况的地方,从电控箱基础至磨机电动机接线盒位置的地方应埋设电线管。电控箱必须在未接电动机电线前,进行试操作并预调整,调试后需满足规定的要求。
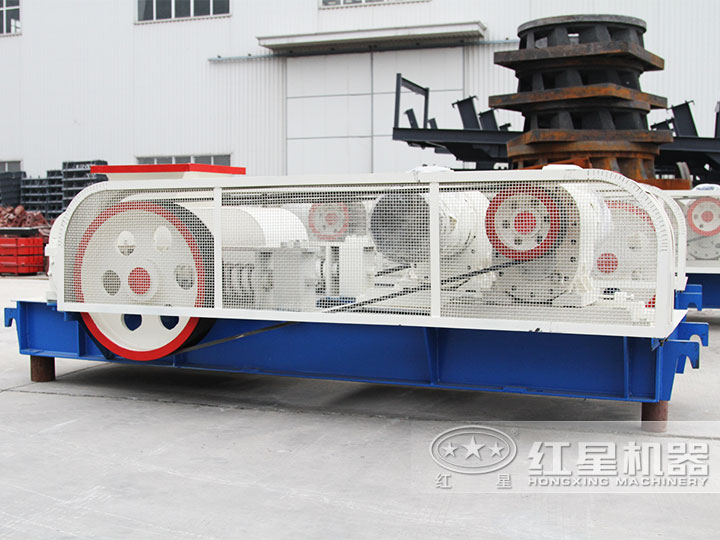
.jpg "振动磨机")


下一篇:圆锥破碎机的动力学计算
产品知识2021-05-03

产品知识2021-01-07

产品知识2020-03-24

行业新闻2019-03-18
产品知识2018-06-23
行业新闻2014-09-25

行业新闻2013-03-07
产品知识2013-01-05
产品知识2011-08-02